
Lieferant von Präzisions-Kaltprägeprozessen

Beschreibung
| Produktart | maßgeschneidertes Produkt | |||||||||||
| One-Stop-Service | Formenentwicklung und Design – Muster einreichen – Serienfertigung – Inspektion – Oberflächenbehandlung – Verpackung – Lieferung. | |||||||||||
| Verfahren | Stanzen, Biegen, Tiefziehen, Blechbearbeitung, Schweißen, Laserschneiden usw. | |||||||||||
| Materialien | Kohlenstoffstahl, Edelstahl, Aluminium, Kupfer, verzinkter Stahl usw. | |||||||||||
| Maße | nach Kundenzeichnungen oder Mustern. | |||||||||||
| Beenden | Spritzlackieren, Galvanisieren, Feuerverzinken, Pulverbeschichten, Elektrophorese, Eloxieren, Schwärzen usw. | |||||||||||
| Anwendungsbereich | Autoteile, landwirtschaftliche Maschinenteile, technische Maschinenteile, Bautechnikteile, Gartenzubehör, umweltfreundliche Maschinenteile, Schiffsteile, Luftfahrtteile, Rohrverbindungsstücke, Hardware-Werkzeugteile, Spielzeugteile, elektronische Teile usw. | |||||||||||
Vorteile
1. Mehr als 10 Jahrevon Fachkenntnissen im Bereich des Überseehandels.
2. BereitstellenService aus einer Handvom Formenentwurf bis zur Produktlieferung.
3. Schnelle Lieferzeit, ca30-40 Tage.Innerhalb einer Woche auf Lager.
4. Strenges Qualitätsmanagement und Prozesskontrolle (ISOzertifizierter Hersteller und Fabrik).
5. Günstigere Preise.
6. Professionell, unsere Fabrik hatmehr als 10Jahrelange Geschichte im Bereich der Metallstanzung von Blechen.
Qualitätsmanagement

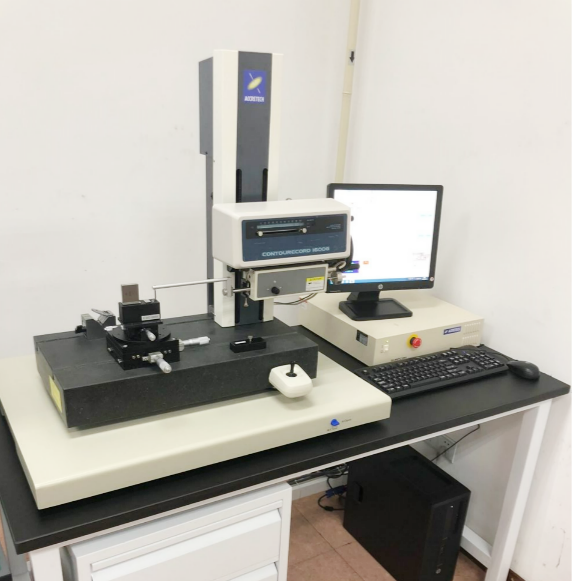


Vickers-Härtemessgerät.
Profilmessgerät.
Spektrograph-Instrument.
Drei-Koordinaten-Instrument.
Versandbild




Fertigungsprozess
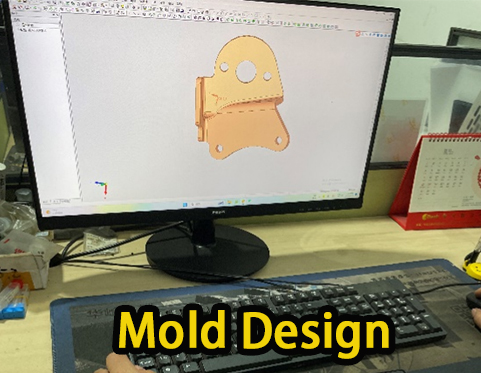



01. Formenbau
02. Formenverarbeitung
03. Drahtschneideverarbeitung
04. Wärmebehandlung der Form
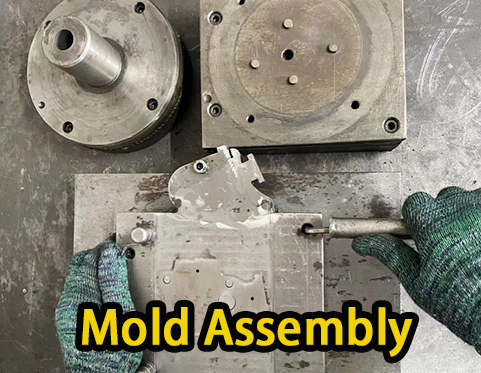



05. Formmontage
06. Debuggen von Formen
07. Entgraten
08. Galvanisieren
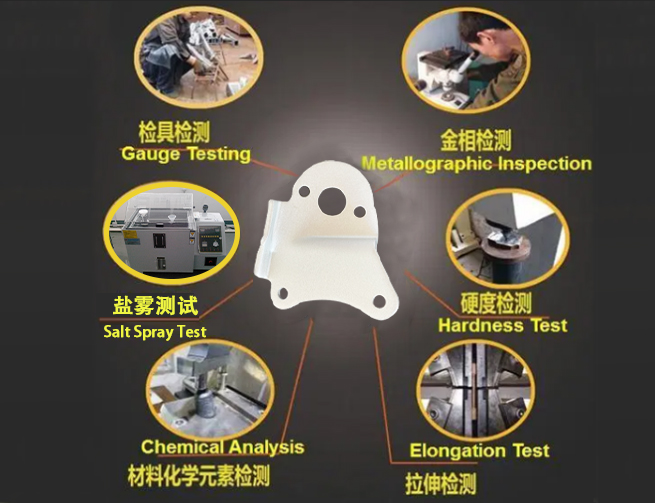

09. Produkttests
10. Paket
Grundlagen des Stempelns
Beim Stanzen (auch Pressen genannt) wird flaches Metall in Spulen- oder Rohlingsform in eine Stanzmaschine eingelegt.In einer Presse bringen Werkzeug- und Matrizenoberflächen Metall in die gewünschte Form.Stanzen, Stanzen, Biegen, Stempeln, Prägen und Bördeln sind Stanztechniken, die zum Formen von Metall verwendet werden.
Bevor das Material geformt werden kann, müssen Stanzprofis die Form mithilfe von CAD/CAM-Technik entwerfen.Diese Konstruktionen müssen so präzise wie möglich sein, um den richtigen Abstand für jeden Stempel und jede Biegung für eine optimale Teilequalität sicherzustellen.Ein einzelnes Werkzeug-3D-Modell kann Hunderte von Teilen enthalten, sodass der Designprozess oft recht komplex und zeitaufwändig ist.
Sobald das Design eines Werkzeugs festgelegt ist, können Hersteller verschiedene Bearbeitungs-, Schleif-, Drahterodier- und andere Fertigungsdienstleistungen nutzen, um die Produktion abzuschließen.
Designprozess für Metallprägung
Das Metallstanzen ist ein komplexer Prozess, der eine Vielzahl von Metallumformprozessen umfassen kann – unter anderem Stanzen, Stanzen, Biegen und Stanzen.
Stanzen: Bei diesem Prozess wird der grobe Umriss oder die Form eines Produkts geschnitten.Der Zweck dieser Phase besteht darin, Grate zu minimieren und zu vermeiden, die die Kosten des Teils erhöhen und die Lieferzeit verlängern können.In diesem Schritt werden der Lochdurchmesser, die Geometrie/Konizität, der Rand-Loch-Abstand und die Stelle, an der der erste Stempel eingesetzt werden soll, bestimmt.
Biegen: Wenn Sie Biegungen in gestanzten Metallteilen entwerfen, ist es wichtig, genügend Material beiseite zu lassen – stellen Sie sicher, dass Sie das Teil und seinen Rohling so konstruieren, dass genügend Material für die Biegung vorhanden ist.
Stanzen: Bei diesem Vorgang werden die Kanten eines gestanzten Metallteils angeklopft, um Grate zu glätten oder abzubrechen.dadurch entstehen glattere Kanten in den Gussbereichen der Teilegeometrie;Dies verleiht bestimmten Bereichen des Teils zusätzliche Festigkeit und kann verwendet werden, um sekundäre Bearbeitungen wie Entgraten und Schleifen zu vermeiden.
Produktkategorien
-

Hochfeste Strukturverbinder aus Blech...
-

Hochpräzise, maßgeschneiderte Edelstahl-Biegevorrichtungen ...
-

Hochpräzise maßgeschneiderte Kupferblechteile
-

Gute Qualität kundenspezifische Metallbiegeteile für Auto ...
-

Kundenspezifische Blechstanzbearbeitung von Metallteilen
-

Kundenspezifische Fabrik für vierseitige Metallbiegeformen





